塑料托盤、周轉(zhuǎn)筐研發(fā)定制生產(chǎn)廠家
鄭州優(yōu)良塑料托盤提供商
服務熱線:
400-871-5911
18539434831
歡迎進入河南祺博塑料制品有限公司官方網(wǎng)站!
塑料托盤、周轉(zhuǎn)筐研發(fā)定制生產(chǎn)廠家
鄭州優(yōu)良塑料托盤提供商
服務熱線:
400-871-5911
18539434831

企業(yè)名稱:河南祺博塑料制品有限公司
聯(lián)系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網(wǎng)址:smartideasforlife.com
地址:鄭州高新區(qū)科學大道紅葉路99號萬科瑯寓D座9層
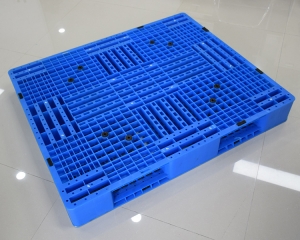
你知道塑料托盤中注塑成型與冷卻的問題嗎
塑料托盤廠家在塑料托盤的生產(chǎn)方式中,注塑成型是一個主要方式。塑料托盤注塑成型冷卻時間約占整個注射生產(chǎn)周期的80%。冷卻不良常常導致制品翹曲變形或產(chǎn)生表面缺陷,影響制品的尺寸穩(wěn)定性。公道地支配注射、保壓和冷卻時間,可進步產(chǎn)品德量和生產(chǎn)率。
制件冷卻時間,通常是指塑料托盤熔體從布滿注塑模具型腔起到能夠開模取出制件時止的這一段時間。可以開模掏出制件的時間標準,常以制件已充足固化,擁有一定強度和剛性為準,在開模頂出時不致變形開裂。即便是應用統(tǒng)一種塑料托盤成型,它的冷卻時間也隨壁厚、熔融塑料托盤的溫度、成型件的脫模溫度及注塑模具溫度而異。塑料托盤廠家要在所有的場所下能百分之百正確地盤算出冷卻時間的公式目前尚未發(fā)表,而只有在恰當假設的基本長進行計算的公式。計算公式還因冷卻時間定義不同而異。
塑料托盤廠家分析:塑料托盤注塑加工件的冷卻時間
目前,通常以下列三種標準作為冷卻時間參考依據(jù):
①塑料托盤注塑加工件壁最厚部位中心層的溫度,冷卻到該塑料托盤的熱變形溫度以下所需要的時間;
②塑料托盤注塑加工件斷面內(nèi)的均勻溫度,冷卻到規(guī)定制品的出模溫度所要的時間;體彩36選7開獎
③結(jié)晶性塑料托盤成型件壁的最厚部分中心層溫度,冷卻到其熔點以下所需要的時間,或到達劃定的結(jié)晶化百分比所需的時間。

在求解公式時,一般作以下假設:
①塑料托盤注射在注塑模具內(nèi),并把熱量傳遞給注塑模具而被冷卻;
②成型腔內(nèi)的塑料托盤與模腔嚴密接觸,不因冷卻壓縮而分別,熔體與模壁間的熱傳遞和流動無任何阻力,熔料與模壁接觸的霎時其溫度已變得相同。即當塑料托盤充入模腔后,制件表面溫度即等于模壁溫度;
③塑料托盤注塑加工件冷卻過程中,注塑模具型腔表面的溫度始終堅持均一;
④注塑模具表面的熱傳導水平一定;(熔料充模過程視為等溫過程,且料溫均一)
⑤塑料托盤的取向和熱應力對制件變形的影響可以疏忽,制件尺寸對凝固溫度不產(chǎn)生影響。
企業(yè)名稱:河南祺博塑料制品有限公司
聯(lián)系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網(wǎng)址:smartideasforlife.com
地址:鄭州高新區(qū)科學大道紅葉路99號萬科瑯寓D座9層
Product
產(chǎn)品導航About
關于我們
(微信掃一掃)