塑料托盤、周轉筐研發定制生產廠家
鄭州優良塑料托盤提供商
服務熱線:
400-871-5911
18539434831
塑料托盤、周轉筐研發定制生產廠家
鄭州優良塑料托盤提供商
服務熱線:
400-871-5911
18539434831

企業名稱:河南祺博塑料制品有限公司
聯系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網址:smartideasforlife.com
地址:鄭州高新區科學大道紅葉路99號萬科瑯寓D座9層
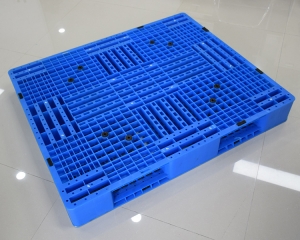
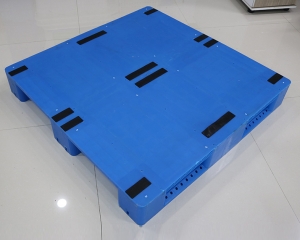
塑料托盤實際尺寸誤差原因分析
我們日常使用的塑料托盤,跟廠家送貨單上面標注的尺寸,在實際測量過程中,有些塑料托盤的尺寸與標注的尺寸參數存在一定的誤差。那么,是什么原因造成塑料托盤尺寸發生誤差的呢?下面塑料托盤廠家小編來為大家解答一下。
一、塑料托盤機器參數設置:增加注射壓力,保壓壓力,延長注射時間。關于活動性大的塑料,高壓會產生飛邊惹起塌坑應恰當降低料溫,降低機筒前段和噴嘴溫度,使進入型腔的熔料容積變化減少,容易冷固。
二、塑料托盤注塑模具設計方面:模具要調整進料口的充模速度,最好對稱開設進料口。模具的關鍵部位應有效地設置冷卻水道,保證模具的冷卻抵消除或減少收縮起著很好的效果。整個模具應不帶毛刺且具有合模密封性,能接受高壓、高速、低黏度熔料的充模。

三、塑料托盤生產機器設備:注塑機螺桿或柱塞磨損嚴重,供料缺失,注射及保壓時熔料發作漏流,降低了充模壓力和料量,形成熔料缺乏。也就是要增加注料時長,增加太多注料時長,就會形成塑料冷卻不均勻。
四、塑料托盤機器機器進料孔:噴嘴孔太大或太小。太小則容易梗塞進料通道,太大則將使射力小,充模發作艱難。
五、塑料托盤生產原料:原料太軟易發作凹陷,有效的辦法是在塑料托盤原料配比時加入一定比例不同溶脂的的材料以加快結晶。
以上幾點,塑料托盤廠家生產塑料托盤時,都有可能造成塑料托盤尺寸發生變化,所以生產出來一片質量過硬的塑料托盤,塑料托盤廠家是要有一定的技術經驗。
企業名稱:河南祺博塑料制品有限公司
聯系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網址:smartideasforlife.com
地址:鄭州高新區科學大道紅葉路99號萬科瑯寓D座9層

(微信掃一掃)