塑料托盤、周轉(zhuǎn)筐研發(fā)定制生產(chǎn)廠家
鄭州優(yōu)良塑料托盤提供商
服務熱線:
400-871-5911
18539434831
歡迎進入河南祺博塑料制品有限公司官方網(wǎng)站!
塑料托盤、周轉(zhuǎn)筐研發(fā)定制生產(chǎn)廠家
鄭州優(yōu)良塑料托盤提供商
服務熱線:
400-871-5911
18539434831

企業(yè)名稱:河南祺博塑料制品有限公司
聯(lián)系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網(wǎng)址:smartideasforlife.com
地址:鄭州高新區(qū)科學大道紅葉路99號萬科瑯寓D座9層
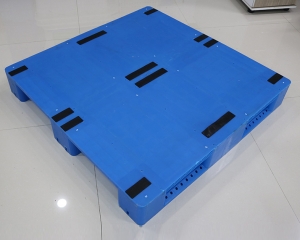
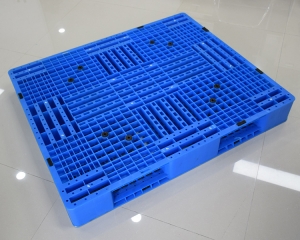
塑料托盤出現(xiàn)熔接縫的原因分析
塑料托盤進行生產(chǎn)時,需先把聚乙烯原料進行熔融,此狀態(tài)下進入注塑機進行注塑成型。塑料托盤在模具的內(nèi)腔中會因為遇到嵌件的孔洞、而產(chǎn)生流速不連貫的區(qū)域、用來補充的模料流中斷的區(qū)域而以多股形式交匯的時侯,塑料托盤廠家因不能充分融化而出現(xiàn)線性的熔接縫。并且在進行澆口噴射充模也會出現(xiàn)熔接縫,熔接縫處的強度等性能很差。塑料托盤廠家主要原因分析如下:
1.加工方面:
(1)注塑機注入時壓力、速度慢,料筒溫度、模溫過低,造成進入模具的融料過早冷卻而出現(xiàn)熔接縫。
(2)注射壓力、速度過高時,會出現(xiàn)噴射而出現(xiàn)熔接縫。
(3)應增加轉(zhuǎn)速,增加背壓壓力使塑料托盤粘度下降,密度增加。
(4)塑料托盤要干燥好,再生料應少用,脫模劑用量太多或質(zhì)量不好也會出現(xiàn)熔接縫。
(5)降低鎖模力,方便排氣。

2.塑料托盤模具方面:
(1)同一型腔澆口過多,應減少澆口或?qū)ΨQ設置,或盡量靠近熔接縫設置。
(2)熔接縫處排氣不良,應開設排氣系統(tǒng)。
(3)澆道過大、澆注系統(tǒng)尺寸不當,澆口開設盡量避免熔體在嵌件孔洞周圍流動,或盡量少用嵌件。
(4)壁厚變化過大,或壁厚過薄,應使制件的壁厚均勻。
(5)必要時應在熔接縫處開設熔合井使熔接縫脫離制件。
3.塑料托盤方面:
(1)對流動性差或熱敏性的塑料托盤應適當添加潤滑劑及穩(wěn)定劑。
(2)塑料托盤含的雜質(zhì)多,必要時要換質(zhì)量好的塑料托盤。
以上就是塑料托盤廠家筆者總結(jié)的塑料托盤出現(xiàn)熔接縫的主要原因。
企業(yè)名稱:河南祺博塑料制品有限公司
聯(lián)系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網(wǎng)址:smartideasforlife.com
地址:鄭州高新區(qū)科學大道紅葉路99號萬科瑯寓D座9層
Product
產(chǎn)品導航About
關于我們
(微信掃一掃)